عیوب جوش شامل موارد زیر می باشد که در ادامه به تفصیل مورد بررسی قرار گرفته اند:
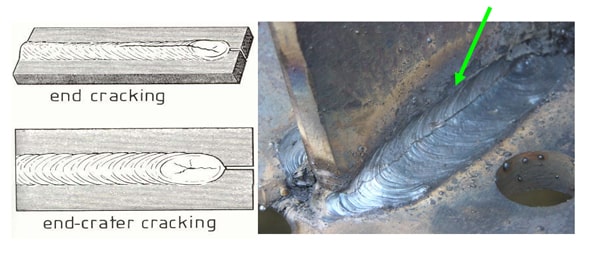
ترک ( Crack)
عوامل ایجاد :
۱- عدم مهارت جوشکار
۲-ناخالصی فلز پایه
۳- نامناسب بودن فلز پر کننده از لحاظ ساختار متالورژیکی
۴- عدم کنترل یکی از پارامتر های موثر در فرآیند
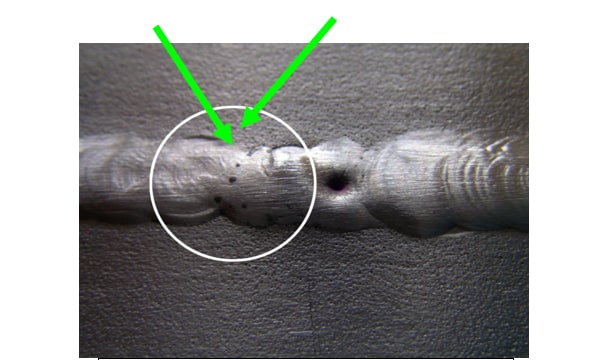
حفرات سطحی (Surface pore)
عوامل ایجاد :
۱- ناخالــصی و کثیفی در منطــقه مـورد جوشکاری و الکترود
۲- زاویه نامناسب دست نسبت به سطح قطعــه کار
۳- عدم حفاظـت گازی در فرآیندهای تحت پوشش گاز

چاله انتــهایی جـــوش (End crater pore)
عوامل ایجاد :
۱- عدم مهارت جوشکار
۲- پر نشدن حوضچه مذاب از فلز پرکننده
۳-کثیفی سطح کار
ذوب ناقص ( Lack of fusion or incomplete fusion)
عوامل ایجاد:
۱-کافی نبودن انرژی ورودی
۲-عدم انتخاب صحیح اندازه و نوع الکترود
۳-مناسب نبودن طرح اتصال
۴-کافی نبودن گاز محافظ در فرآیند ها با پوشش گاز۵-عدم تمیز کاری در بین پاسها
نفوذ ناقص در پاس ریشه ( Incomplete root penetration)
عوامل ایجاد:
۱-پایین بودن شدت جریان
۲- زاویه نا مناسب دست
۳-کثیفی درز
۴- کم بودن زاویه پخ
.
بریدگی لبه جوش ( Undercut)
عوامل ایجاد :
۱- بالابودن شدت جریان
۲-زاویه نامناسب و سرعت زیـاد
۳- کالیبره نبودن دستگاه جوشکاری
۴-زیاد بودن طول قوس
فلز جوش اضافی (Excess weld metal)
عوامل ایجاد:
۱-حرکت آرام دست جوشکار یا اضافه شدن بیش از اندازه سیم جوش
نفوذ اضافی ( Excess Penetration)
عوامل ایجاد:
۱- آماده سازی نامناسب لبه ( فاصله زیاد بین دو قطعه ، زاویه زیاد پخ )
۲- عدم مهارت جوشکار در حرکت دست
۳- تنظیم شدت جریان جوشکاری
۴- تمرکز حـــرارت بیــش از حد
زاویه نا مناسب گرده جوش(Incorrect weld toe )
عوامل ایجاد:
۱- عدم مهارت جوشکار در اضافه نمودن سیم جوش
۲- شیب بیش اندازه قطعه کار
سرریز شدن فلز جوش (Over Lap)
عامل ایجاد:
۱- در اثر اضافه کردن سیم جوش بدون رعایت زاویه مناسب دست
ساق جوش نا مساوی (Excessive asymmetry F.W)
عوامل ایجاد:
۱- رعایت نکردن زاویه نامناسب الکترود نسبت به قطعه کار
تقعر ریشه جوش (Root concavity)
عوامل ایجاد:
۱- استفاده از الکترود با قطر بالا
۲- شدت جریان بیش از اندازه
۳- زاویه پخ زیاد
تخلخل در ریشه جوش (Root porosity)
عوامل ایجاد:
۱- آلودگی الکترود
۲- عدم حفاظت گازی در فرآیندهای تحت پوشش گاز محافظ
۳-کم بودن فاصله دو قطعه نسبت بهم
۴- آلودگی سطح فلز پایه
شروع ضعیف قوس (Poor restart)
عوامل ایجاد:
۱- ذوب فلز پرکننده بدون ذوب فلز پایه
۲- زاویه نامناسب دست جوشکار
۳- شدت جریان کمتر
۴- سرعت حرکت زیادتر
کاربران گرامی برای دریافت فایل « عیوب جوش و محدوده پذیرش بر اساس استاندارد ISO 5817 » به بخش دانلود مراجعه نمایید…
مطالب مشابه:









