



فرایند جوشکاری و بازرسی جوش
فرآیند جوشکاری در ساختمان شامل موارد زیر می باشد:
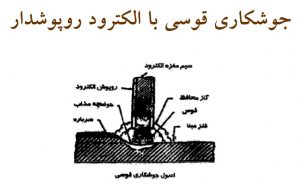
- جوشکاری قوسی با الکترود روپوشدارSMAW
- جوشکاری قوسی فلزی با محافظت گاز GMAW
- جوشکاری قوسی زیر پودری SAW
- جوشکاری قوسی توپودری FCAW
اصول جوشکاری قوسی
یونیزاسیون
گازها در حالت عادی قابلیت هدایت الکتریسیه ندارند. ولی اگر تحت تاثیر عوامل خارجی از قبیل حرارت زیاد، حوزه الکتریکی و غیره قرار گیرند بعضی از اتمها الکترون از دست داده و بار مثبت پیدا می کنند و برخی از الکترونها وارد مدار اتمهای خنثی شده آنها را دارای بار منفی می سازند(تبدیل به یونهای منفی می شوند) این عمل یونیزاسیون نامیده می شود.
گاز یا هوا پس از یونیزه شدن قابلیت هدایت الکتریسیته پیدا می کند و هرچه شدت عمل یونیزاسیون بیشتر باشد، حرکت یونهای باردار سریعتر و قابلیت هدایت الکتریکی بیشتر می گردد.
اتصال قطب ها
در جوشکاری با برق مستقیم دو نوع اتصال بکار می رود.
الف-اتصال با قطب مستقیم
ب-اتصال با قطب معکوس
در اتصال قطب مستقیم (DCSP) قطب مثبت (آند) ماشین جوش به قطعه مورد جوشکاری و قطب منفی (کاتد) ماشین جوش به الکترود متصل می شود. در اتصال با قطب مستقیم حدود دو سوم حرارت حاصله در فلز مبنا و یک سوم در الکترود آزاد می شود.

در اتصال با قطب معکوس (DCRP)، الکترود به قطب مثبت ماشین جوش و قطعه به قطب منفی ماشین جوش متصل می گردد. در اتصال با قطب معکوس یک سوم حرارت حاصله در فلز مبنا و دو سوم در الکترودها رها می شود.
در جوشکاری با جریان متناوب نظر به اینکه جهت جریان به تناوب عوض می شود، اتصال با قطب مثبت مستقیم یا معکوس مفهومی ندارد، در نتیجه نیمی از حرارت حاصل از قوس الکتیکی در الکترود و نیمی دیگر در قطعه آزاد می شود.

وظایف اصلی روپوش کلیه الکترودها
– پایدار کردن قوس
– ایجاد گاز محافظ (دود)
– تشکیل پوسته محافظ (سرباره)
انواع روپوش الکترود
A= روپوش اسیدی
B= روپوش قلیایی (بازی) = کم هیدروژن
C= روپوش سلولزی
O= روپوش اکسیدی
R= روپوش روتیلی
ضخامت رپوش الکترودها
روپوش نازک: قطر روپوش از قطر میله مغزه تا ۲۰ % بیشتر
روپوش متوسط: قطر روپوش از قطر میله مغزه ۲۰ تا ۴۵% بیشتر
روپوش ضخیم: قطر روپوش از قطر میله مغزه ۴۵ تا ۸۰% FDAJV
روپوش خیلی ضخیم: قطر روپوش از قطر میله مغزه بیشتر از ۸۰% بیشتر
– شدت جریان
– طول قوس یا ولتاژ قوس
– سرعت پیشروی
– زاویه الکترود
کاربران گرامی جهت دریافت فایل کامل «فرآیند جوشکاری و بازرسی جوش» به بخش دانلود مراجعه نمایید…

مطالب مرتبط
نظرات
برچسب ها
دیدگاه خود را بنویسید
دیدگاهتان را بنویسید


