



وظایف یک مهندس پایپینگ
ﯾﮑﯽ از ﻣﮭﻤﺘﺮﯾﻦ وظﺎﯾﻒ ﯾﮏ ﻣﮭﻨﺪس ﭘﺎﯾﭙﯿﻨﮓ به وﯾﮋه در ردۀ ﮐﺎرﻓﺮﻣﺎ ﯾﺎ ﭘﯿﻤﺎنﻓﺮﻣﺎ (ﭘﯿﻤﺎﻧﮑﺎر اﺻﻠﯽ)، ﺑﺎزرﺳﯽ ﺧﻄﻮط و ﯾﺎﻓﺘﻦ ﻋﯿﻮب آن اﺳﺖ. ﻏﺎﻟﺒﺎً ﺑﺎزرﺳﺎن از ﻣﯿﺎن ﻧﯿﺮوھﺎی ﺑﺎﺳﺎﺑﻘﮥ ﭘﯿﻤﺎﻧﮑﺎران اﺟﺮاﯾﯽ اﻧﺘﺨﺎب ﻣﯽﺷﻮﻧﺪ، ﭼﻮن ھﯿﭻ ﮐﺲ ﺑﮭﺘﺮ از ﮐﺴﯽ که ﺧﻮد ﺳﺎﻟﮭﺎ ﮐﺎر اﺟﺮای ﭘﺎﯾﭙﯿﻨﮓ را اﻧﺠﺎم داده، ﻧﻤﯽﺗﻮاﻧﺪ ﮐﻠﮏھﺎی ﭘﯿﻤﺎﻧﮑﺎران را ﭘﯿﺪا ﮐﻨﺪ و ﻋﯿﻮب ﺧﻂ را ﺗﺸﺨﯿﺺ دھﺪ. ﺑﺎ اﯾﻦ ﺣﺎل از آﻧﺠﺎ که ﻧﺎظﺮان ﺗﺠﺮﺑﯽ ﻣﻌﻤﻮﻻً ﺗﺤﺼﯿﻼت داﻧﺸﮕﺎھﯽ ﺑﺎﻻﯾﯽ ﻧﺪارﻧﺪ، ﻣﻤﮑﻦ اﺳﺖ ﺑﺮﺧﯽ ﻋﯿﻮب را ﺗﺸﺨﯿﺺ ﻧﺪھﻨﺪ، به وﯾﮋه ﻋﯿﻮب طﺮاﺣﯽ؛ ھﺮ ﭼﻨﺪ وظﯿﻔﮥ اﺻﻠﯽ ﻧﺎظﺮان ﻣﻄﺎﺑﻘﺖ دادن ﻟﻮله ﮐﺸﯽ اﺟﺮا ﺷﺪه ﺑﺎ ﻧﻘشه اﺳﺖ و به ﻣﻘﻮﻟﮥ طﺮاﺣﯽ وارد ﻧﻤﯽﺷﻮﻧﺪ.
ھﻤﺮاﺳﺘﺎﯾﯽ ﻓﻠﻨﺞ ھﺎ
ﯾﮑﯽ دﯾﮕﺮ از ﻣﻮاردی که ھﻨﮕﺎم ﻻﯾﻦ ﭼﮏ ﺑﺎﯾﺪ ﺑﺮرﺳﯽ ﺷﻮد و اھﻤﯿﺖ ﺑﺎﻻﯾﯽ دارد، درﺳﺖ ﻧﺼﺐ ﺷﺪن ﻓﻠﻨﺞھﺎﺳﺖ. اﺻﻮﻻً ﻓﻠﻨﺞھﺎ اﺑﺰارھﺎﯾﯽ ھﺴﺘﻨﺪ که اﯾﻦ اﻣﮑﺎن را به ﻣﺎ ﻣﯽدھﻨﺪ که ﺑﺪون دردﺳﺮ و ھﺰﯾﻨﮥ زﯾﺎد، ﺑﺨﺸﯽ از ﻟﻮله ﮐﺸﯽ را ﺟﺪا ﮐﺮده و دوﺑﺎره ﺳﺮِ ھﻢ ﮐﻨﯿﻢ. اﻣﺎ اﮔﺮ از اﯾﻦ ﻣﺰﯾﺖ درﺳﺖ اﺳﺘﻔﺎده ﻧﺸﻮد، ﺳﯿﺴﺘﻢ ﻟﻮله ﮐﺸﯽ ﻣﻤﮑﻦ اﺳﺖ آﺳﯿﺐھﺎی ﺟﺪی ﺑﺒﯿﻨﺪ. از ﺷﺎﯾﻊ ﺗﺮﯾﻦ اﺷﮑﺎﻻﺗﯽ که ھﻨﮕﺎم ﻓﯿﺖ آپ و ﯾﺎ ﺑﺎ وﺟﻮد ﻓﯿﺖآپ ﺻﺤﯿﺢ، در ھﻨﮕﺎم ﺟﻮﺷﮑﺎری ﺑﺮوز ﻣﯽﮐﻨﺪ، ﻧﺎھﻤﺮاﺳﺘﺎﯾﯽ ﻓﻠﻨﺞھﺎﺳﺖ.
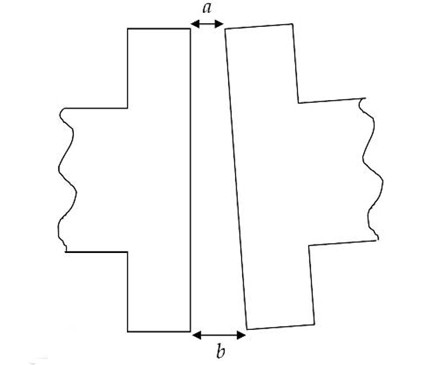
ﻓﻠﻨﺞھﺎﯾﯽ که در ﺷﮑﻞ ﻣﯽﺑﯿﻨﯿﺪ، ھﻤﺮاﺳﺘﺎ ﻧﯿﺴﺘﻨﺪ و ﻓﺎﺻﻠﮥ ﻓﯿﺲ (ﺻﻮرت) دو ﻓﻠﻨﺞ در دو ﻧﻘطه ﺑﯿﺸﺘﺮﯾﻦ اﺧﺘﻼف را ﺑﺎ ھﻢ دارد که آﻧﮭﺎ را ﺑﺎ a و b ﻧﺸﺎن ﻣﯽدھﯿﻢ. در ﺣﺎﻟﺖ درﺳﺖ، اﯾﻦ اﺧﺘﻼف ﺑﺎﯾﺪ ﺻﻔﺮ ﺑﺎﺷﺪ، اﻣﺎ ھﻤﯿشه در اﺟﺮا اﻧﺤﺮافھﺎﯾﯽ از ﺷﺮاﯾﻂ آرﻣﺎﻧﯽ وﺟﻮد دارد که وظﯿﻔﮥ ﻧﺎظﺮ ﻣﺤﺪود ﮐﺮدن اﯾﻦ اﻧﺤﺮافھﺎ به ﻣﻘﺎدﯾﺮ ﭘﺬﯾﺮﻓﺘﻨﯽ اﺳﺖ.
ﻣﻘﺪار ﻣﺠﺎز ﺑﺮای a − b را ﻣﺸﺨصه ھﺎی ﭘﺮوژه های ﻣﺨﺘﻠﻒ به ﺻﻮرتھﺎی ﻣﺨﺘﻠﻔﯽ ﺑﯿﺎن ﮐﺮدهاﻧﺪ که ﺑﻌﻀﯽ از آﻧﮭﺎ ﺳﺨﺖ ﮔﯿﺮانهاﻧﺪ. ﻣﺜﻼً ﻣﺸﺨﺼﮥ ﻓﺎزھﺎی ١٧و١٨ ﭘﺎرس ﺟﻨﻮﺑﯽ اﯾﻦ ﻣﻘﺪار ﻣﺠﺎز را ﮐﻼً ۱mm ﺑﯿﺎن ﮐﺮده که به ﻧﻈﺮ ﻣﻦ ﮐﻤﯽ ﺳﺨﺖﮔﯿﺮانه اﺳﺖ و ﻋﻤﻼً ﻧﻤﯽﺗﻮان ﭘﯿﻤﺎﻧﮑﺎر را به اﺟﺮای آن وادار ﮐﺮد. اﻣﺎ ﻣﺸﺨﺼﮥ ﯾﮑﯽ از ﺷﺮﮐﺖھﺎی ﭘﺘﺮوﺷﯿﻤﯽ به اﯾﻦ ﺻﻮرت ﺑﯿﺎن ﮐﺮده ﺑﻮد که a − b ﻣﺠﺎز ﺑﺮای ﻓﻠﻨﺞھﺎی ﺑﺎ ﻗﻄﺮ ﺗﺎ ۶۰cm به ازای ھﺮ ۲۰cm ﺑﺎﯾﺪ ۱mm و ﺑﺮای ﻗﻄﺮھﺎی ﺑﺎﻻﺗﺮ از ۶۰cm ﺑﺎﯾﺪ ۳mm ﺑﺎﺷﺪ. ﯾﻌﻨﯽ ﺗﺤﺖ ھﯿﭻ ﺷﺮاﯾﻄﯽ ﺑﺎﻻﺗﺮ از ۳mm ﻣﺠﺎز ﻧﯿﺴﺖ.
اﻣﺎ ﭘﯿﺶﺷﺮط ﭼﻨﯿﻦ اﻧﺪازهﮔﯿﺮی ﺷﻞ ﺑﻮدن ﻣﮭﺮه های ﻓﻠﻨﺞ اﺳﺖ، به ﮔﻮنه های که ﻧﯿﺮوﯾﯽ از طﺮف ﭘﯿﭻھﺎ به آن وارد ﻧﺸﻮد. ﭘﺲ ھﻨﮕﺎﻣﯽ که ﻧﺎظﺮ ﺳﺮِ ﺧﻂ ﺣﺎﺿﺮ ﻣﯽﺷﻮد، ﻓﻠﻨﺞ ھﺎ ﺑﺎﯾﺪ ﺷﻞ ﺑﺎﺷﺪ، و اﮔﺮ ﭼﻨﯿﻦ ﻧﺒﺎﺷﺪ ﺑﺎﯾﺪ از ﭘﯿﻤﺎﻧﮑﺎر ﺑﺨﻮاھﺪ اﺑﺘﺪا ﻣﮭﺮه های ﻓﻠﻨﺞ را ﺷﻞ ﮐﻨﺪ و ﺳﭙﺲ ﻓﺎصله ھﺎی ﻣﯿﺎن ﻓﻠﻨﺞھﺎ را در ﻧﻘﺎط ﻣﺨﺘﻠﻒ اﻧﺪازهﮔﯿﺮی ﮐﻨﺪ.
ﻣﻄﺎﻟﺒﯽ که ﺗﺎ به ﺣﺎل ﮔﻔﺘﯿﻢ ﻣﺮﺑﻮط به ﺧﻄﻮطﯽ ﺑﻮد که به ﻓﻠﻨﺞ ﺗﺠﮭﯿﺰ ﯾﺎ به ﻓﻠﻨﺞھﺎی ﺧﻄﻮط دﯾﮕﺮ وﺻﻞ ﻣﯽﺷﻮﻧﺪ. اﻣﺎ ﻣﻤﮑﻦ اﺳﺖ اداﻣﮥ ﺧﻄﯽ که ﻗﺮار اﺳﺖ ﺗﺤﻮﯾﻞ ﺑﮕﯿﺮﯾﻢ ھﻨﻮز اﺟﺮا ﻧﺸﺪه ﺑﺎﺷﺪ و روﺑﺮوی ﻓﻠﻨﺞ اﻧﺘﮭﺎی ﺧﻂ، ﻓﻠﻨﺞ دﯾﮕﺮی ﻧﺒﺎﺷﺪ که در اﯾﻦ ﺣﺎﻟﺖ ﻣﻘﺎدﯾﺮ a و b دﯾﮕﺮ وﺟﻮد ﻧﺪارد که ﻗﺎﺑﻞ اﻧﺪازه ﮔﯿﺮی ﺑﺎﺷﺪ. در ﭼﻨﯿﻦ ﺣﺎﻟﺘﯽ ﺑﺎﯾﺪ ﺧﻂ به ﺗﻨﮭﺎﯾﯽ ﺑﺎ ﺗﺮاز ﺑﺮرﺳﯽ ﺷﻮد و ﺣﺒﺎب ﺗﺮاز ﻧﺒﺎﯾﺪ از ﺧﻄﻮط ﻣﺤﺪود ﮐﻨﻨﺪه ﺧﺎرج ﺷﻮد و ﺑﺮرﺳﯽھﺎی ﺗﮑﻤﯿﻠﯽ روی ﺧﻂ روﺑﺮوﯾﯽ اﻧﺠﺎم ﺷﻮد.
روش ھﺎی اﺻﻼح ﻧﺎھﻤﺮاﺳﺘﺎﯾﯽ در ﻓﻠﻨﺞ ھﺎ شامل دو راه است:
راه اول که ﺑﺎ ﻧﺎم recap ﺷﻨﺎخته ﻣﯽ ﺷﻮد ﺑﺮای ﻧﺎھﻤﺮاﺳﺘﺎﯾﯽ ھﺎی ﮐﻮﭼﮏ به ﮐﺎر ﻣﯽ رود و ﻋﺒﺎرﺗﺴﺖ از ﺑﺮداﺷﺘﻦ ﺑﺮآﻣﺪﮔﯽ روی ﺟﻮش ﺑﺎ ﺳﻨﮓ در زاویه ای که ﻓﻠﻨﺞ ﺑﺮآﻣﺪه اﺳﺖ و ﺟﻮﺷﮑﺎری ﻣﺠﺪد روﯾﮥ ﺟﻮش. راھﮑﺎر دوم ھﻢ که ﮐﺎر ﺑﯿﺸﺘﺮی ﻣﯽ ﺑﺮد و ﺧﺮج ﺑﯿﺸﺘﺮی را ھﻢ ﺑﺮﻣﯽ دارد ھﻤﺎﻧﺎ ﺑﺮﯾﺪن ﺟﻮش و ﺟﻮﺷﮑﺎری دوﺑﺎرۀ ﻓﻠﻨﺞ اﺳﺖ که اﺻﻄﻼﺣﺎً به آن cut out ﻣﯽ ﮔﻮﯾﻨﺪ.
ﻣﻄﺐ دﯾﮕﺮی ھﻢ ﺑﺎﯾﺪ ﻋﺮض ﮐﻨﻢ اﯾﻦ اﺳﺖ که در ﻓﻠﻨﺞ ھﺎی ﺑﺎ ﻗﻄﺮ ﺑﺎﻻ، ﭼﻨﺎﻧچه ﯾﮏ ﺟﻮﺷﮑﺎر ﻋﻤﻠﯿﺎت ﺟﻮﺷﮑﺎری را اﻧﺠﺎم دھﺪ، ﮐﺸﯿﺪه ﺷﺪن ﻓﻠﻨﺞ به ﯾﮏ ﺳﻤﺖ اﺟﺘﻨﺎب ﻧﺎﭘﺬﯾﺮ ﺧﻮاھﺪ ﺑﻮد. ﺑﺮای ﺟﻠﻮﮔﯿﺮی از اﯾﻦ ﺣﺎﻟﺖ، ﺑﺎﯾﺪ ﭘﺎس ھﺎی اول را دو ﺟﻮﺷﮑﺎر به طﻮر ھﻤﺰﻣﺎن و ﺑﺎ زاوﯾﮥ ۱۸۰º ﻧﺴﺒﺖ به ھﻤﺪﯾﮕﺮ اﻧﺠﺎم دھﻨﺪ ﺗﺎ ﺟﻮﺷﮑﺎری ﺣﺎﻟﺖ ﻣﺘﻘﺎرن داشته ﺑﺎﺷﺪ. ﺗﻨﻈﯿﻢ آﻣﭙﺮ دﺳﺘﮕﺎه ﺟﻮﺷﮑﺎری ھﻢ ﻣﯽ ﺗﻮاﻧﺪ ﺗﺎ ﺣﺪودی از اﯾﻦ ﻋﯿﺐ ﺟﻠﻮﮔﯿﺮی ﮐﻨﺪ.
کاربران گرامی سایت مهندس ایران برای دریافت کامل فایل « وظایف یک ﻣﮭﻨﺪس ﭘﺎﯾﭙﯿﻨﮓ » به بخش دانلود مراجعه نمایید…

مطالب مرتبط
نظرات
برچسب ها
دیدگاه خود را بنویسید
دیدگاهتان را بنویسید


