



آشنایی با چگونگی تنظیم دستورالعمل جوشکاری WPS
دستورالعمل جوشکاری WPS یک مسیر را برای جوشکار در اجرای جوشکاری براساس کد یا استاندارد مورد نظر مشخص می کند. پس از تهیه WPS باید این مطلب ارزیابی شود که آیا با انجام جوشکاری براساس این WPS، جوش ایجاد شده مطابق با مشخصات جوش طراحی شده خواهد بود؟
از این رو باید WPS به بوته آزمایش گذشته شود و اینکار توسط تهیه مدرک PQR به انجام می رسد. برای این کار test plate با ویژگی های ذکر شده در کد یا استاندارد مورد نظر آماده شده و برای انجام آزمونهای لازم به آزمایشگاه فرستاده می شود. آزمایشگاه از نمونه ارسالی نمونه های کوچکتری به نام آزمونه تهیه کرده و مورد آزمایش قرار می دهد. آزمون های لازم و نیز معیارهای پذیرش نتایج آزمون، در کد یا استاندارد مورد استفاده مشخص شده اند. اگر معیارهای کیفی و کمی استاندارد یا کد مورد نظر بر آورده شوند، می توان WPS را تصویب شده تلقی کرد و آن WPS قابلیت اجرا پیدا می کند. ناگفته پیداست که تصویب WPS تنها خصوصیت جوش را تضمین می کند و نه مهارت جوشکار یا اپراتور جوشکاری را. آشکار است که برای انجام جوشکاری لازم است از فردی که صلاحیت انجام این کار داشته باشد استفاده گردد. بنابراین باید جوشکار، تایید صلاحیت گردد. فرآیند تایید صلاحیت جوشکار که به کار او اعتبار می بخشد، Welder Performance Qualification نام دارد که به طور اختصاری به WPQ موسوم است.
استاندارد های مختلف تعاریف متفاوتی را ارئه می دهند. به عنوان مثال ASME بیان می کند " WPS مدرکی است که راهنمایی های لازم را برای انجام جوشکاری براساس الزامات کد ارائه می دهد." هدف از تنظیم یک WPS مشخص کردن جزئیات فرآیند جوشکاری قطعه مورد نظر است. دستورالعمل جوشکاری در حقیقت از پیش مقادیر و محدوده تغییرات پارامترهای دخیل در جوشکاری را مشخص کرده و مشخصات مواد مورد جوشکاری را نیز داراست. پس یک دستورالعمل جوشکاری کنترل کننده و متضمن کیفیت قطعه جوشکاری شده می باشد. بدین ترتیب شرط لازم برای آغاز هر فعالیت جوشکاری در دست داشتن WPS می باشد.
نحوه انجام فرآیند جوشکاری
روش های مختلف اعمال یک فرآیند جوشکاری می تواند دستی(Manual)، خودکار(Automatic)، نیمه خودکار (Semi-Automatic) یا ماشینی (Machine) باشد. جوشکاری قوسی با الکترود پوشش دار(روکش دار) در صورت استفاده از الکترودهایی با طول محدود، به صورت دستی تلقی می شود. روش هایی مانند FCAW وGMAW در صورت جوشکاری دستی، نیمه خودکار به حساب می آیند و اگر پیک آنها بر روی دستگاه قرار گیرد و به طور خودکار حرکت کند، از آنجایی که حرکت مفتول نیز خودکار بوده، فرآیندی ماشینی یا تمام اتوماتیک به حساب می آید.
طرح اتصال (Joint Design)
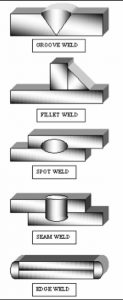
مشخصات طرح اتصالی که دستورالعمل جوشکاری Wps برای آن نوشته می شود باید در این قسمت از فرم WPS درج شود. در واقع اتصال (joint) را می توان نحوه قرار گرفتن قطعاتی که باید جوشکاری شوند در کنار یکدیگر، تعریف کرد. برخی از رایج ترین اتصالات عبارتند از: اتصال سر به سر که به آن لب به لب نیز گفته می شود(Butt joint)، اتصال لب رو لب که به آن روی هم نیز گفته می شود(Lap joint) و اتصال سپری (T joint). برای کامل شدن این قسمت باید به نوع جوش نیز اشاره کرد که آیا شیاری (Groove Weld) است یا گوشه ای (Fillet Weld). البته این دو نوع مرسوم تر هستند اما انواع دیگر جوشها نیز وجود دارد که می توانید برخی از رایج ترین آنها را در شکل زیر ببینید.
دستورالعمل جوشکاری WPS
حال که با انواع اتصالات و انواع جوش ها آشنا شدیم، باید در مورد آماده سازی شیار یا پخ سازی نیز مطالبی بدانیم. معمولاٌ آماده سازی شیار یا پخ جوشکاری (Bevel) به یکی از روش های برش اکسیژن، استفاده از الکترودهای کربنی، برش قوس یا روش های مختلف ماشین کاری انجام می شود. بهتر است ماشین کاری و سنگ زنی پس از آماده سازی به روش های دیگر نیز اعمال شوند. در نهایت تمییز کاری شیار یا پخ جوش باعث بهبود کیفیت کار می شود. به طور کلی انواع آماده سازی ها را به دو دسته یک طرفه (Sing sided) و دو طرفه (Double sided) می توان تقسیم کرد. معمولا از آماده سازی یک طرفه در زمانی که قطعه کار نازک است یا دسترسی به هر دو طرف قطعه میسر نیست، استفاده می شود. برای کنترل پیچیدگی (Distortion) قطعات ضخیم تر و نیز وقتی دسترسی به هر دو سوی قطعه امکان پذیر باشد از روش دو طرفه استفاده می شود.
کاربران گرامی برای ددریافت فایل کامل « آشنایی با چگونگی تنظیم دستورالعمل جوشکاری(WPS) » به بخش دانلود مراجعه نمایید…

مطالب مرتبط
نظرات
برچسب ها
دیدگاه خود را بنویسید
دیدگاهتان را بنویسید


